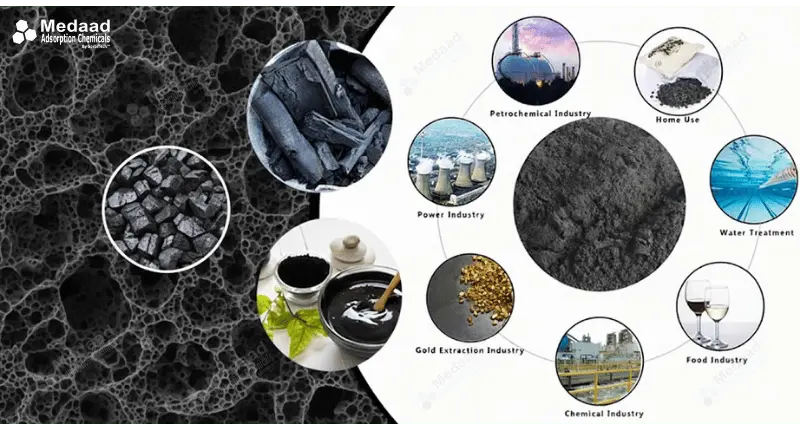
Activated charcoal same as activated carbon provides clear advantages across industrial, environmental, and air treatment applications due to its high porous and ability to adsorb gases, vapors, and dissolved contaminants. Its performance makes it a reliable material for facilities that require stable purification, odor control, and process consistency.
Key Benefits and Industrial Applications
Odor Control and Air Treatment
-
- Effective Odor Removal: Its removes odor by adsorbing VOCs, sulfur compounds, and organic vapors responsible for strong or persistent smells.
-
- Smoke Odor Treatment: Activated charcoal for smoke odor is widely used in facilities with welding, cutting, thermal processing, or combustion byproducts. however, It captures smoke molecules and restores air quality quickly.
-
- Improved Air Quality: Commonly integrated into HVAC systems, industrial scrubbers, and air purifiers to reduce airborne pollutants and stabilize indoor environments.
Water and Liquid Purification
-
- Removes chlorine, organic contaminants, industrial solvents, and compounds affecting taste or odor.
-
- Supports process such as waste water treatment in manufacturing, chemical processing, and food industries.
Gas and Vapor Phase Filtration
-
- However, used in gas purification units, solvent recovery systems, and vapor treatment modules.
-
- Enhances workplace safety by reducing exposure to harmful vapors.
-
- Activated carbon is used to capture dissolved gold from cyanide leach solutions.
-
- It helps increase gold recovery by holding the gold on the carbon instead of losing it in the tailings.
-
- Suitable for CIP, CIL, and carbon in column systems, commonly used in gold processing plants.
-
- High strength carbon means less breakage, easier handling, and more efficient regeneration, which supports lower operating costs.
-
- High adsorption capacity ensures stable performance under continuous operation.
-
- Reduces maintenance frequency by protecting equipment from contaminants.
-
- Provides a predictable, long term solution for odor, gas, and liquid treatment.
Why Industries Rely on Activated Carbon
Activated carbon offers a balanced combination of efficiency, durability, and versatility. In addition, It adapts to diverse industrial environments, supports process stability, and delivers consistent purification performance across air, gas, and liquid applications. Therefore, These advantages make it a dependable choice for companies prioritizing operational reliability, product quality, and regulatory compliance.
Medaad activated carbon is manufactured and selected to meet these same industrial expectations. We supply grades designed as well as for odor removal, smoke treatment, VOC control, waste filteration, and gas phase filtration, food & beverages, used oil treatment, ensuring compatibility with a wide range of industrial systems. Whether used in continuous processing, environmental treatment, or critical purification stages, our activated carbon provides the performance, consistency, and long term stability required by modern industrial operations. SorbiTech™ Group also offers Equivalent specification activated carbon with high quality outcomes to those who are already using the systems and require replacement, like Jacobi activated carbon equivalence.
Contact us for technical support, material recommendations, or guidance on integrating activated carbon into your existing system.